

 Richard
Richard
What Are Bushings? Materials, How They Work & How to Choose
A shaft spinning inside a housing, metal grinding against metal — without a bushing, that's a wear problem waiting to happen. With the right one...
There are more bushing types than most catalogs make obvious.
Part of the confusion is that "bushing" gets organized two different ways: by physical shape (sleeve, flanged, spherical...) and by material (bronze, PTFE composite, graphite...).
Both dimensions matter.
A flanged bushing in the wrong material fails just as surely as the wrong design in the right material.
This guide covers both. Each section explains not just what a type is, but where it actually works — and where it doesn't.
A straight cylinder — uniform bore, uniform OD, no features. The shaft passes through the bore; the bushing sits in the housing.
It handles radial loads: forces pushing the shaft perpendicular to its centerline.
%20Bushing.png?width=382&height=382&name=Plain%20(Sleeve)%20Bushing.png)
Ask a bearing engineer to name a default starting point and this is what they’ll say.
Simple, inexpensive, available in every material — and because it’s so prevalent, most of what’s written about bushing selection (clearance, lubrication, PV limits, fit tolerances) is written with the plain sleeve in mind.
LILY Bearing's plain sleeve bushings are available in standard and custom dimensions across bronze, PTFE composite, and polymer materials.
A sleeve bushing with an integral collar at one end.
The flange seats against the housing face, handling axial loads and preventing the bushing from being pushed through the bore.
No separate thrust washer needed.
Flanged bushings are the right call when radial loads and axial positioning are both required.

They simplify assembly — one part instead of two — and the flange makes installation clean and repeatable.
Common in gearboxes, pivots, and anywhere a shaft must be axially located.
Flat, washer-shaped, designed specifically for axial loads — forces running along the shaft centerline.
A thrust bushing sits between two rotating or reciprocating faces and allows controlled sliding with minimal wear.

The confusion with flanged bushings comes up constantly.
A flange handles axial load as a side effect of its geometry.
A thrust bushing is built for it exclusively — flat, dedicated to axial forces, and typically paired with a separate radial sleeve bushing.
Common in transmissions, steering columns, and gear assemblies where axial and radial loads need to be handled by separate components.
The split exists for one reason: so you don’t have to take the machine apart to replace the bushing.
In large industrial equipment, that can mean the difference between a 10-minute swap and a half-day teardown.

The cost is load capacity — the split reduces bearing contact area, so these carry less than their solid equivalents.
Position the split 90° away from the primary load direction, and don’t use them where loads are high.
Misalignment happens more than engineers plan for.
Thermal expansion, deflection under load, manufacturing tolerances, wear — all of it creates angular offset that a standard cylindrical bushing handles badly.
Edge loading sets in, and wear accelerates from there.

The spherical design absorbs it: the convex inner ring rotates within a concave outer ring, allowing several degrees of angular movement without binding.
Standard in automotive suspension links, aircraft control connections, agricultural pivots, and heavy industrial linkages — anywhere the geometry of the assembly can’t be held perfect over time.
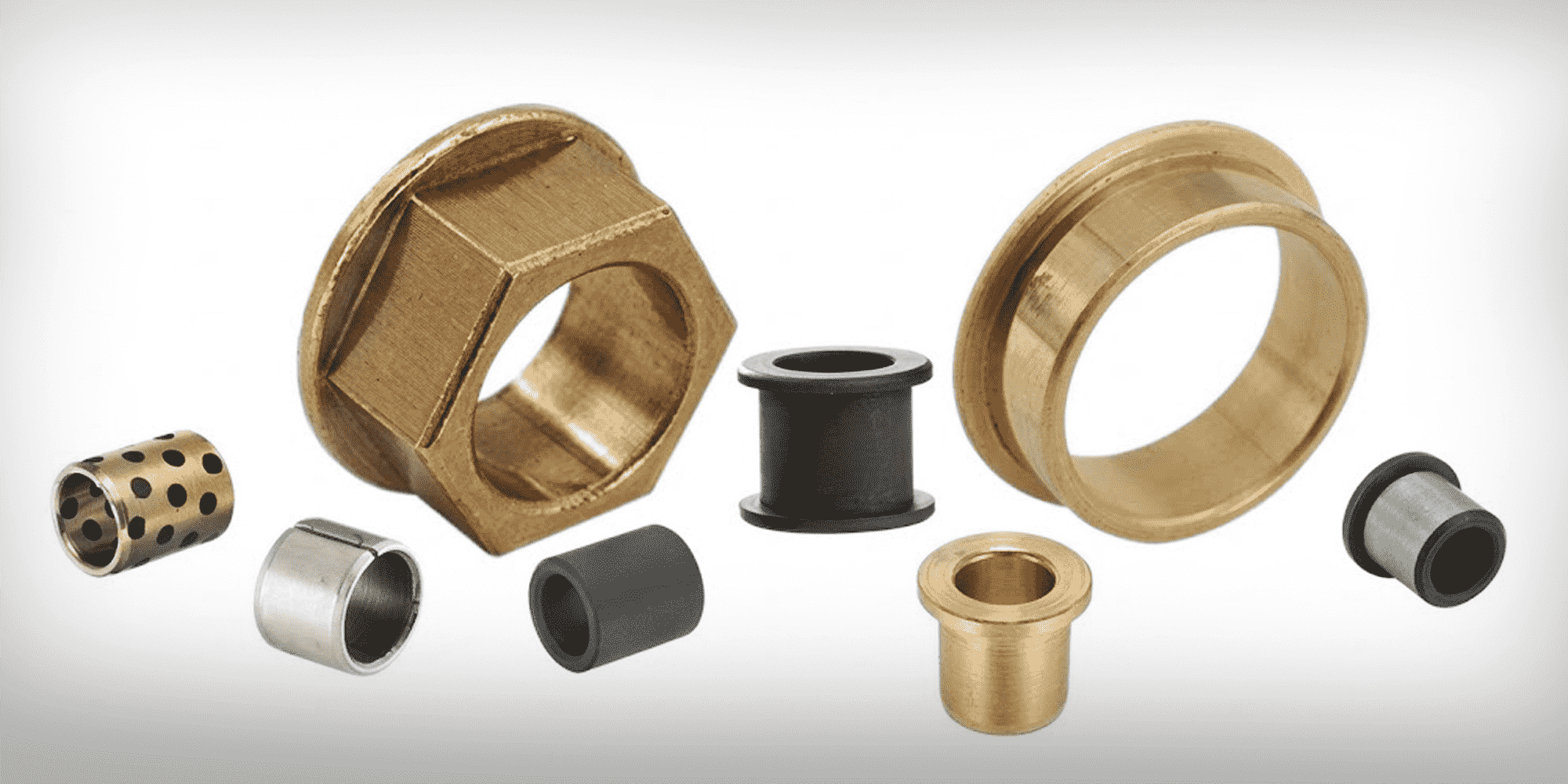
Material often matters more than shape.
Two identical sleeve bushings in different materials can have completely different load ratings, temperature limits, and maintenance needs.
Here's what each material family delivers — including the real limits, not just the headline numbers.
Bronze powder is pressed into shape and sintered (heated just below melting point), creating a porous structure that is then saturated with oil under vacuum.
As the bushing heats during operation, oil migrates to the bearing surface.

As it cools, oil is reabsorbed. Effective self-lubrication for light-to-moderate duty without any external lube supply.
Widely used in electric motors, fans, office equipment, household appliances, and light industrial machinery.
Dry PV limit: approximately 1.75–2.5 MPa·m/s for standard grades (SAE 841), up to 4.0 MPa·m/s for high-performance oil-impregnated grades; significantly higher with lubrication.
Operating range: −40°C to +150°C (standard grades) / +180°C (high-performance grades).
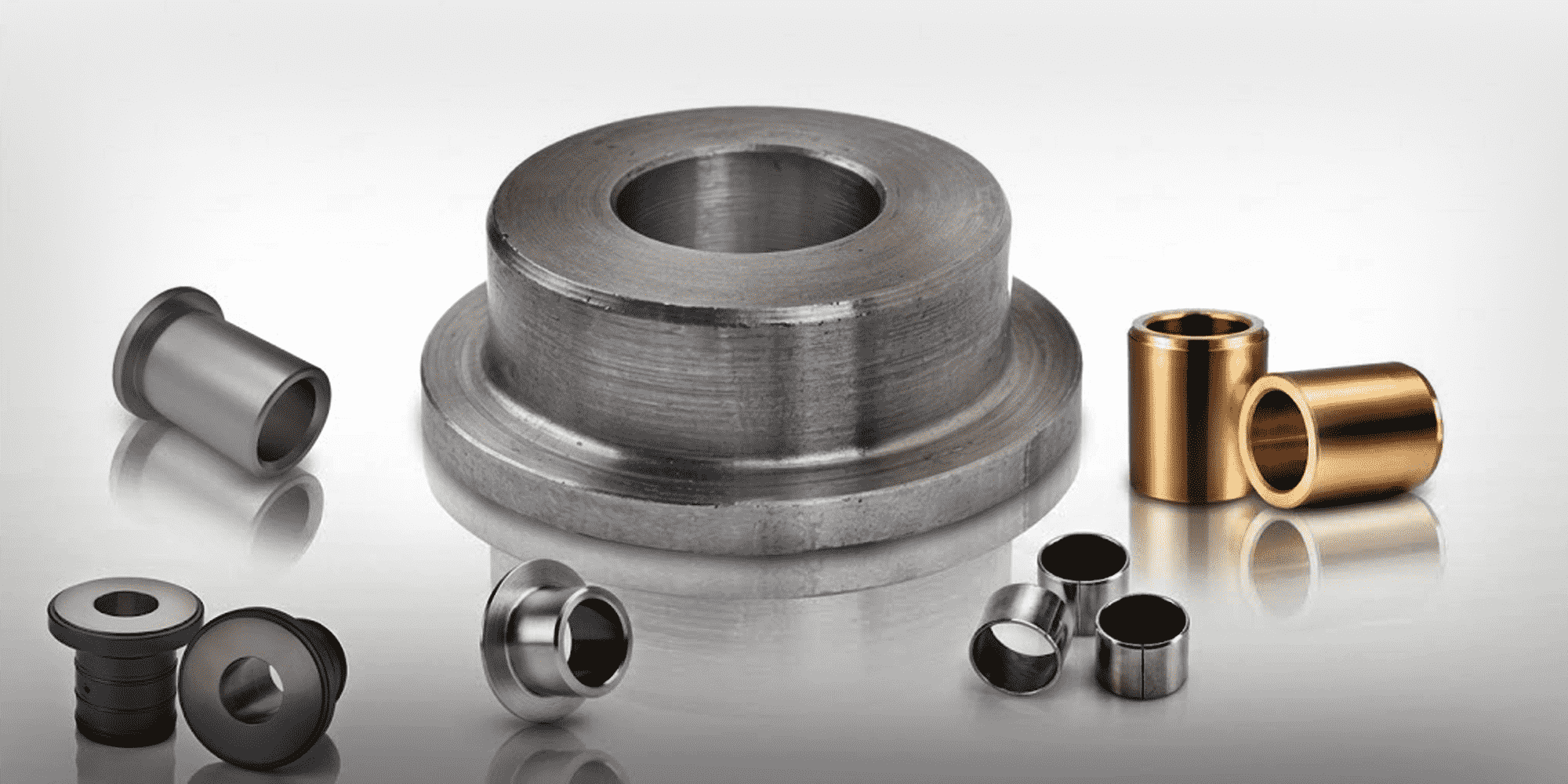
Solid bronze machined from cast bar stock.
No porosity, so not self-lubricating — but delivers higher load capacity and fatigue strength than sintered bronze.
External lubrication is required, but performance under heavy continuous loads is significantly better.
 Bronze wrapped bushings (cold-formed from strip stock) add design flexibility — diamond-shaped oil pockets or graphite plugs can be incorporated directly into the surface for limited self-lubrication.
Bronze wrapped bushings (cold-formed from strip stock) add design flexibility — diamond-shaped oil pockets or graphite plugs can be incorporated directly into the surface for limited self-lubrication.
Common alloys are CuSn8, CuSn12, and leaded bronze; the leaded grades machine more easily and are often specified for higher-speed applications.
Used in heavy industrial gearboxes, pumps, and construction equipment pivots.
Temperature range: −40°C to +150°C.
Three-layer structure: steel backing for strength and heat dissipation, sintered bronze interlayer for bonding, PTFE-based bearing surface for friction.
Coefficient of friction as low as 0.04–0.08 — lower than well-lubricated bronze.
Runs completely dry, no external lubrication at any point in service life.

During the first hours of operation, a PTFE transfer film deposits on the shaft surface and remains there permanently, continuously lubricating the contact.
This is the technology behind modern automotive pivots, aerospace linkages, and industrial automation joints.
Thermoplastic surface variants (instead of PTFE) are designed for marginal lubrication conditions.
Temperature range: −40°C to +260°C for standard grades (specialized low-temp grades reach −200°C).
Why PTFE composites replaced bronze in many applications?
The key advantage isn't just low friction — it's the elimination of maintenance. No lubrication schedule, no grease guns, no risk of over- or under-lubrication, and no lubricant contaminating the product. For sealed or inaccessible joints, PTFE composite is often the only option that works.
Steel outer shell bonded to a bronze alloy lining.
The steel provides structural rigidity and a precise OD for tight housing fits.
The bronze lining is either solid cast bronze for oil/grease applications, or sintered bronze dispersed with solid lubricants for limited-lubrication use.

A key advantage: bi-metallic bushings can be re-machined after installation to achieve tighter bore tolerances than the bushing as supplied.
Important in precision equipment where shaft-to-bore clearance must be held to 0.001" or better. High fatigue resistance and load capacity.
High-strength metal backing with solid lubricants — graphite, MoS₂, or PTFE — uniformly embedded as plugs or dispersed through the bearing layer.
The metal handles the structural load; the solid lubricants reduce friction without any liquid.

This delivers what PTFE composites cannot: very high load capacity combined with dry-running capability.
Temperature range typically extends to 300–400°C, well above the limit of PTFE composites.
Used in heavy-duty pivots, construction equipment pins, marine applications, and anywhere both high load and maintenance-free operation are required.
Nylon (PA), acetal (POM), UHMW-PE, PTFE, PEEK — immune to most corrosion, chemically resistant, lightweight, and self-lubricating.
Standard nylon grades top out at 100–130°C; acetal (POM) is lower at ~100°C. High-performance PEEK reaches ~250°C.

Standard choice for food processing equipment (FDA-compliant materials), medical devices, consumer appliances, and light industrial machinery where chemical cleanliness matters.
When elevated temperature is also a factor, PEEK is where most engineers end up — the cost is higher, but no other polymer comes close at 200–250°C.
Graphite's layered crystal structure shears easily at the atomic scale, providing dry lubrication without any liquid carrier.
Effective up to approximately 350–400°C in air (oxidation begins above this range); significantly higher in inert atmospheres.
Standard for industrial ovens, steam valves, glass manufacturing lines, and high-temperature conveyors.

One hard limit: graphite is brittle.
It handles steady loads well but shatters under impact or shock — specifying it in a vibratory application is a common and expensive mistake.
It's also electrically conductive, which rarely matters but is worth flagging when it does.
No liquids, no scheduled maintenance, no degradation from sustained heat — within those constraints, it's hard to beat.
The bushing for when you need both corrosion resistance and real impact load capacity at the same time — which is exactly the situation in offshore crane pins, marine pivots, and chemical plant linkages.

Glass or carbon fiber wound in high-temperature epoxy resin, with a low-friction bore lining.
Metals corrode in seawater; polymers can’t carry the structural load.
Filament-wound composite does both — the fiber reinforcement handles real impact loads while the matrix resists chemical attack.
Polyurethane is an elastomer, not a rigid plastic — it sits between rubber and hard plastic in behaviour, with hardness adjustable by formulation (Shore A 70–95).
That flexibility makes it well-suited to oscillating pivot applications:
suspension links
sway bar mounts
agricultural equipment pivots
industrial machinery where shock and abrasion resistance matter more than low friction

Load capacity runs to around 2,500 psi (17 MPa) — adequate for most of these applications but below nylon’s ceiling.
Two hard limits: it degrades above approximately 120–150°C and is not suitable for high-heat environments.
Dynamic pivot applications also need grease lubrication — dry urethane-on-metal generates noise and wear.
Not a dry-running material.
Use this table to quickly identify candidate types for a given application.
Work through this sequence in order. The first condition that eliminates a candidate is usually the right answer:
Radial only: sleeve.
Axial: add thrust washer or use flanged.
Both: flanged design or sleeve + thrust washer.
Sealed joint, no maintenance access, or food/pharma environment: self-lubricating material is required.
Candidates depend on temperature —
sintered bronze and polymer for lower ranges,
PTFE composite up to 260°C,
metallic self-lubricating or graphite above that
External lube system available: wider material choice across the board.
Below 150°C: most materials work — note polyurethane's ceiling is the lower end of this range (~120–150°C).
150–260°C: PTFE composite or metallic self-lubricating.
Above 260°C: metallic self-lubricating or graphite.
Seawater or aggressive chemicals: polymer, filament-wound composite, or stainless-backed designs.
Contact pressure (MPa) × sliding velocity (m/s) = PV.
Confirm the result is below the material's rated PV limit, with a 2× safety margin for demanding applications.
Check the manufacturer's recommended shaft-to-bore clearance for the specific material and size.
For press-fit installation, confirm the housing bore tolerance produces the correct interference.
The most common selection mistake
Choosing material first and ignoring the operating conditions — or picking by price alone. A cheap sintered bronze bushing won't save money if the application is dry-running at 200°C. Match the material to the actual conditions, not the purchase order
The plain sleeve bushing is by far the most common. It's a straight cylindrical tube — simple, inexpensive, and available in every material.
Most industrial machinery, motors, and consumer products use some variant of this design.
A sleeve bushing is a plain cylinder that handles radial loads only. A flanged bushing has an integral collar at one end that bears against the housing face, handling axial loads at the same time.
If you need to locate a shaft axially, or if there are forces pushing the shaft along its own centerline, a flanged design handles both without a separate thrust washer.
There's no single answer — service life depends entirely on whether the material is matched to the application.
A PTFE composite running within its rated PV in a sealed joint can last the life of the machine.
The same bushing over-loaded or over-temperature will fail quickly.
Bi-metallic and metallic self-lubricating designs generally offer the highest combination of load capacity and durability for demanding conditions.
Graphite handles the highest temperatures in inert or steam environments — well above 500°C in oxygen-free conditions.
In open air, oxidation begins around 350–400°C, so treat that as the practical ceiling.
For 260–400°C where high load and dry running are both required, metallic self-lubricating designs (graphite or MoS₂ in metal matrix) are the more reliable choice.
PTFE composite handles up to 260°C; polymer bushings vary: acetal ~100°C, nylon 100–130°C, PEEK ~250°C.
Not interchangeably.
Rubber bushings are designed to absorb vibration and allow controlled flexing — they're used in automotive suspension and mounting applications.
Bronze bushings are rigid bearing surfaces for rotating or sliding shafts. They serve different functions and are not substitutable.
Get the operating conditions right, match the material, check the fit — that’s really all there is to it.
For the fundamentals of how bushings work and how to specify them, see our article What Are Bushings?.
For a detailed comparison with rolling-element bearings, visit Bushing vs. Bearings: Everything You Need to Know.
LILY Bearing has specialized in plain bearings and self-lubricating bushings for over 25 years.
If you have an application that doesn't fit neatly into any category above, our engineering team can help you find the right solution — contact us for application support.
A shaft spinning inside a housing, metal grinding against metal — without a bushing, that's a wear problem waiting to happen. With the right one...

In the world of machinery and mechanical engineering, bearings and bushings are two essential components that are used to support and guide moving...
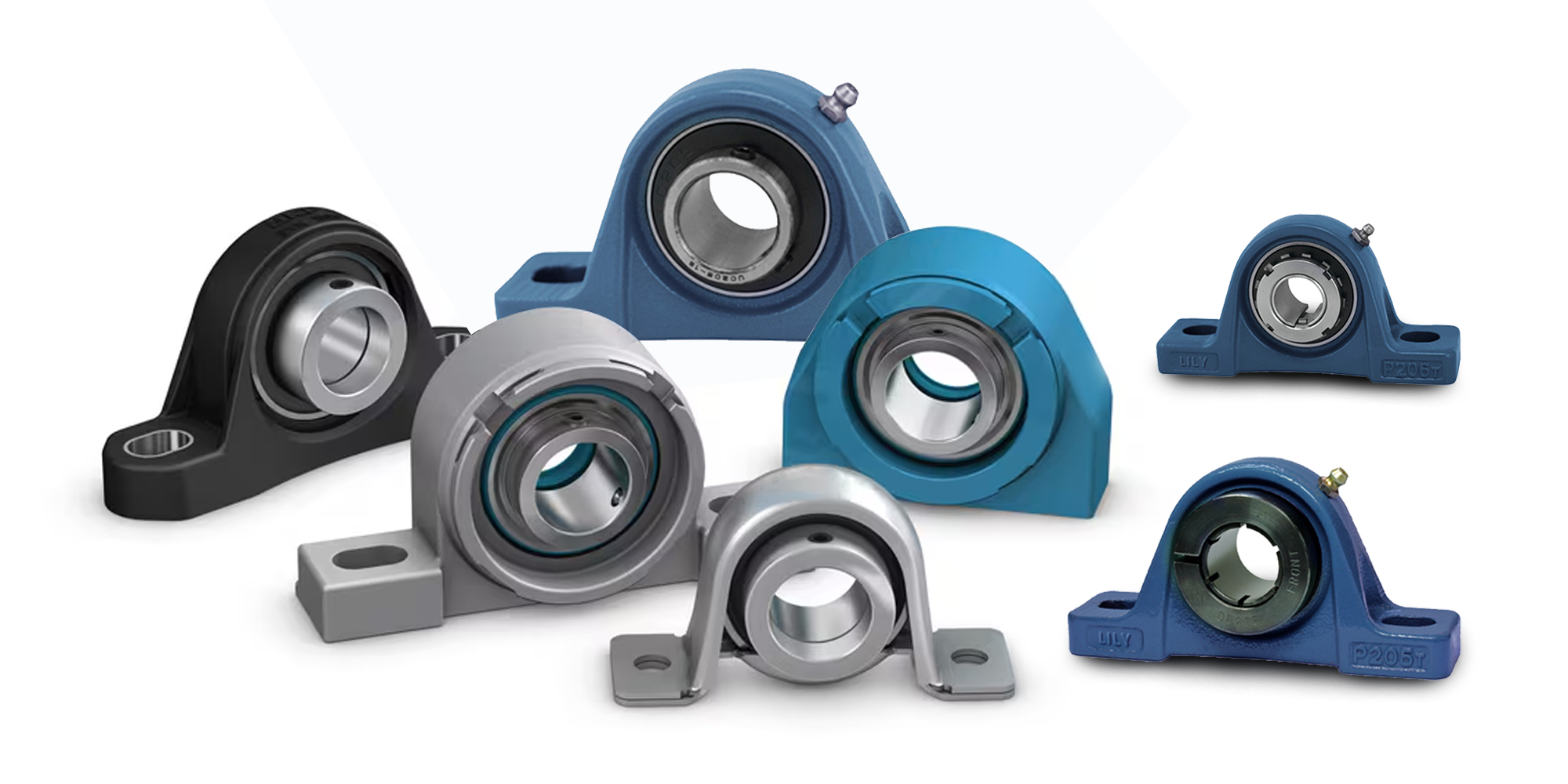
A pillow block bearing is a pre-assembled unit that mounts a bearing insert into a housing, ready to bolt directly onto a machine frame. Unlike...