

 Richard
Richard
440C vs. 304 vs. 316 Stainless Steel Bearings: Choosing the Best Grade for Corrosive Environments
When selecting stainless steel bearings for harsh environments, many engineers assume that all "stainless" options offer the same protection. ...
Stainless steel has a strong reputation for being corrosion resistant.
So it can come as a real surprise when stainless steel bearings start failing in saltwater environments — sometimes within a single operating season.
Understanding how they work is the first step toward choosing the right bearing material, setting realistic maintenance intervals, and avoiding the kind of failure that takes equipment offline at the worst possible moment.
Seawater is not just salty water.
It is a highly conductive electrolyte with a chloride ion (Cl⁻) concentration around 19,000 mg/L — roughly 55 times higher than the threshold at which chloride-induced pitting becomes a serious risk for standard stainless steel.
That difference matters enormously in practice.
Beyond the chloride concentration, marine environments stack several additional stressors:
Fluctuating dissolved oxygen levels — higher at the surface, depleted in submerged crevices
Microbial activity, including sulfate-reducing bacteria that produce corrosive byproducts
High mechanical loads combined with continuous moisture
Dissimilar metals in close electrical contact, creating conditions for galvanic attack
Individually, any one of these is manageable.
Together, they accelerate corrosion in ways that catch engineers off guard — especially when the bearing material was selected based on freshwater or mild-exposure data.
Pitting corrosion is a localized attack. Instead of degrading the surface evenly, it creates small, deep cavities that concentrate mechanical stress and become initiation sites for fatigue cracking.
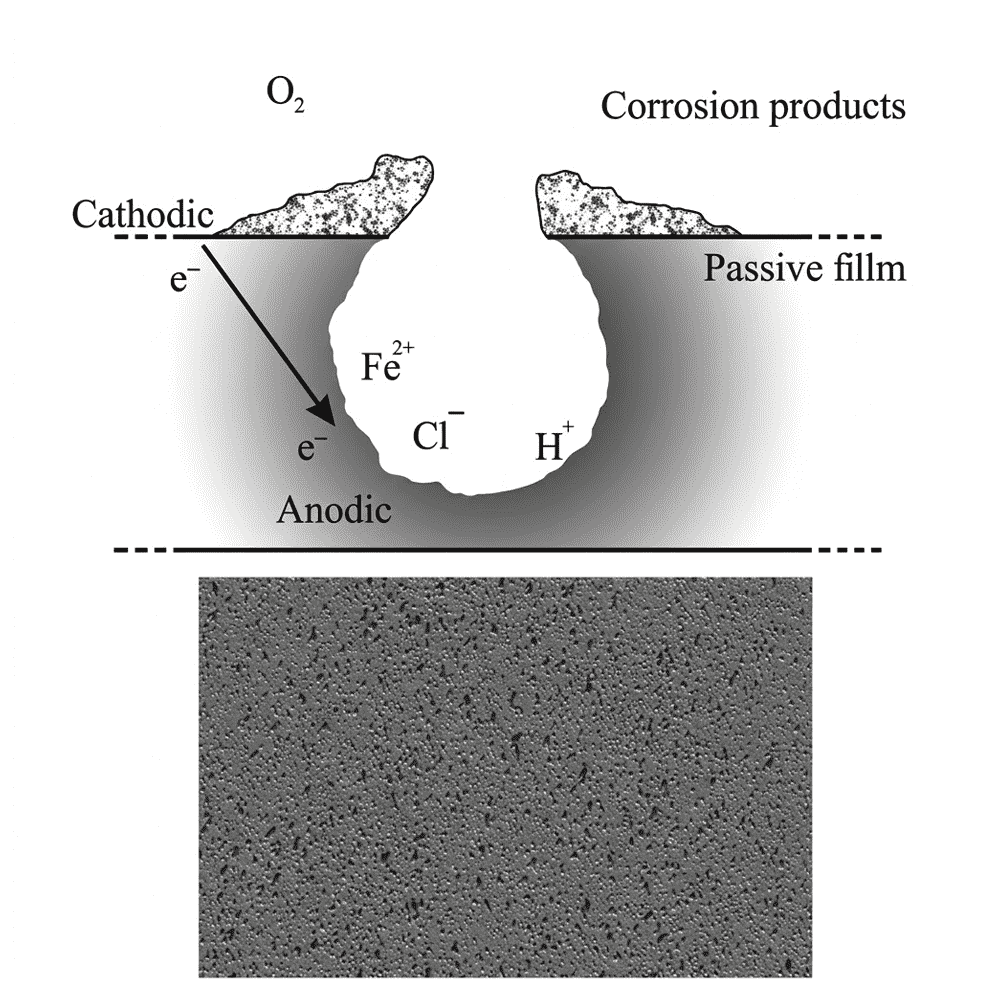
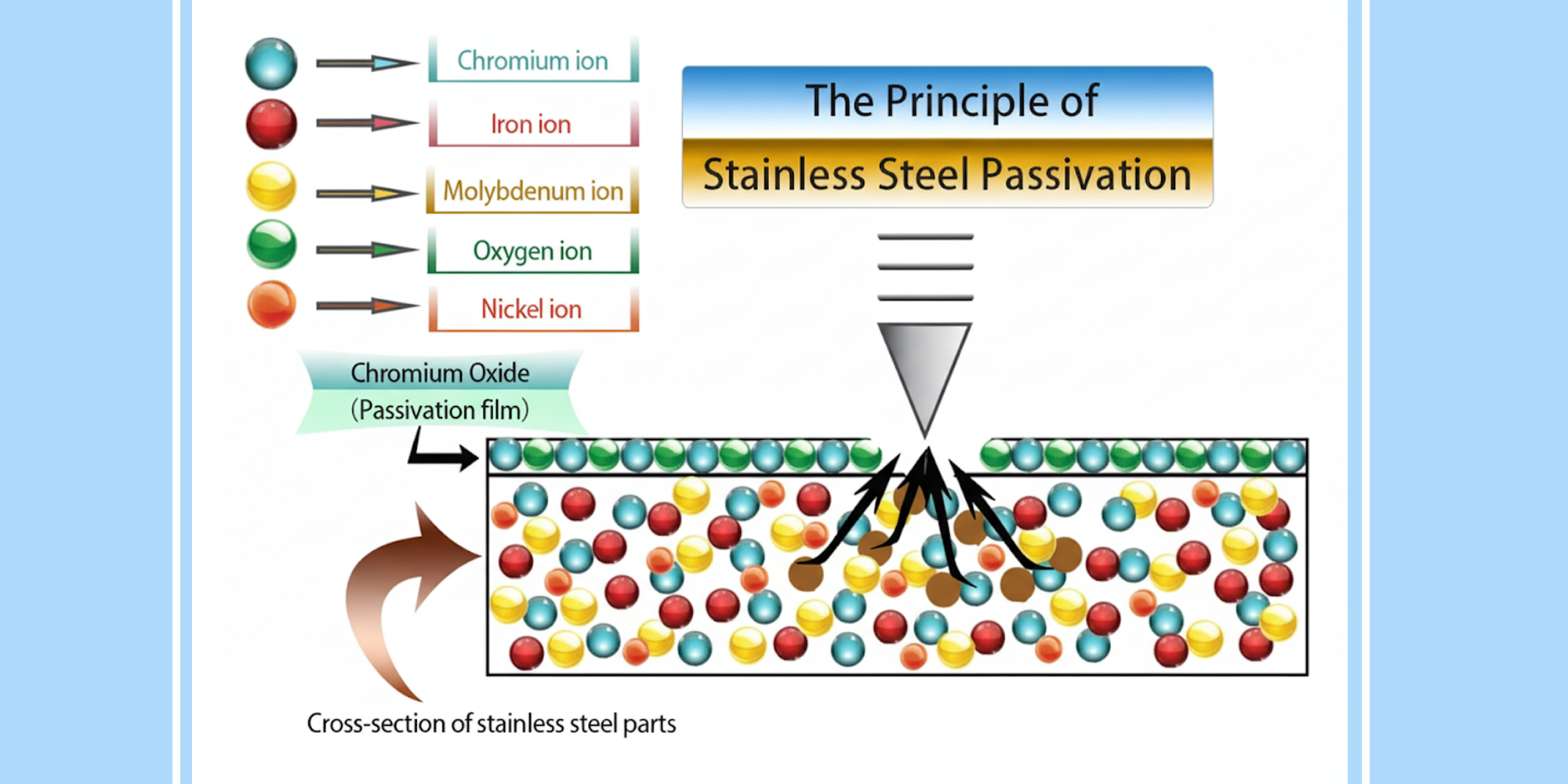
Stainless steel resists corrosion because of its passive film — a self-repairing chromium oxide layer, typically 1 to 5 nanometers thick, that forms spontaneously when the metal is exposed to oxygen.
In most environments, this film is highly stable.
Chloride ions are its primary weakness.
They adsorb onto the film surface and work their way into structural defects — grain boundaries, non-metallic inclusions, surface scratches.
Once a chloride ion penetrates the film at one of these weak points, the underlying iron begins dissolving into the solution. An anodic pit forms.
When engineers select stainless steel for corrosive environments, the most useful single metric is PREN: the Pitting Resistance Equivalent Number.
It is calculated as:
PREN = %Cr + 3.3 × %Mo + 16 × %N
The higher the PREN, the more resistant the steel is to chloride-induced pitting.
In saltwater, a PREN above 40 is generally recommended for fully submerged components.
Most standard austenitic grades fall well below this threshold.
* 440C molybdenum content is typically near zero; the ASTM A276 maximum is 0.75%. Do not assume the maximum value in service life calculations.
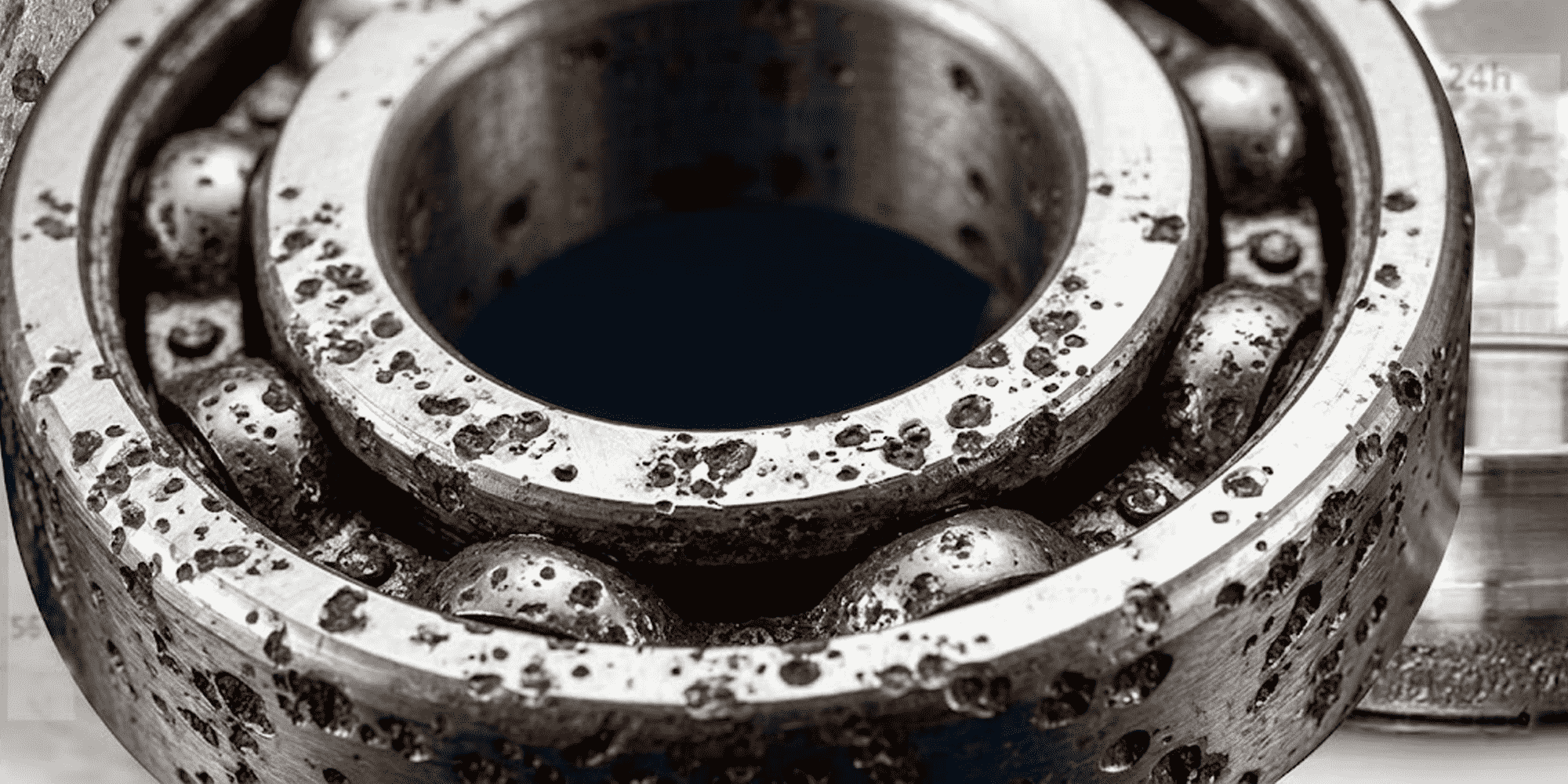
On a bearing raceway or rolling element, pitting damage shows up as:
Small craters or rough patches on the contact surface, visible under magnification
Unusual vibration or noise under load — often the first detectable sign in service
Spalling: flakes of surface metal breaking away from the edges of existing pits
Premature fatigue failure at loads well below the bearing's rated capacity
A field survey of offshore pump bearings conducted over a 24-month period found that 316 stainless bearings in fully submerged seawater cooling systems showed measurable raceway pitting within 14 months on average — compared to 36+ months for hybrid ceramic bearings under identical conditions.
Galvanic corrosion occurs when two metals with different electrochemical potentials are in electrical contact and exposed to a conducting liquid.
Seawater — with its ionic concentration — is an excellent electrolyte.
Current flows from the less noble metal (the anode) to the more noble one (the cathode).
The anode corrodes. The cathode is protected.
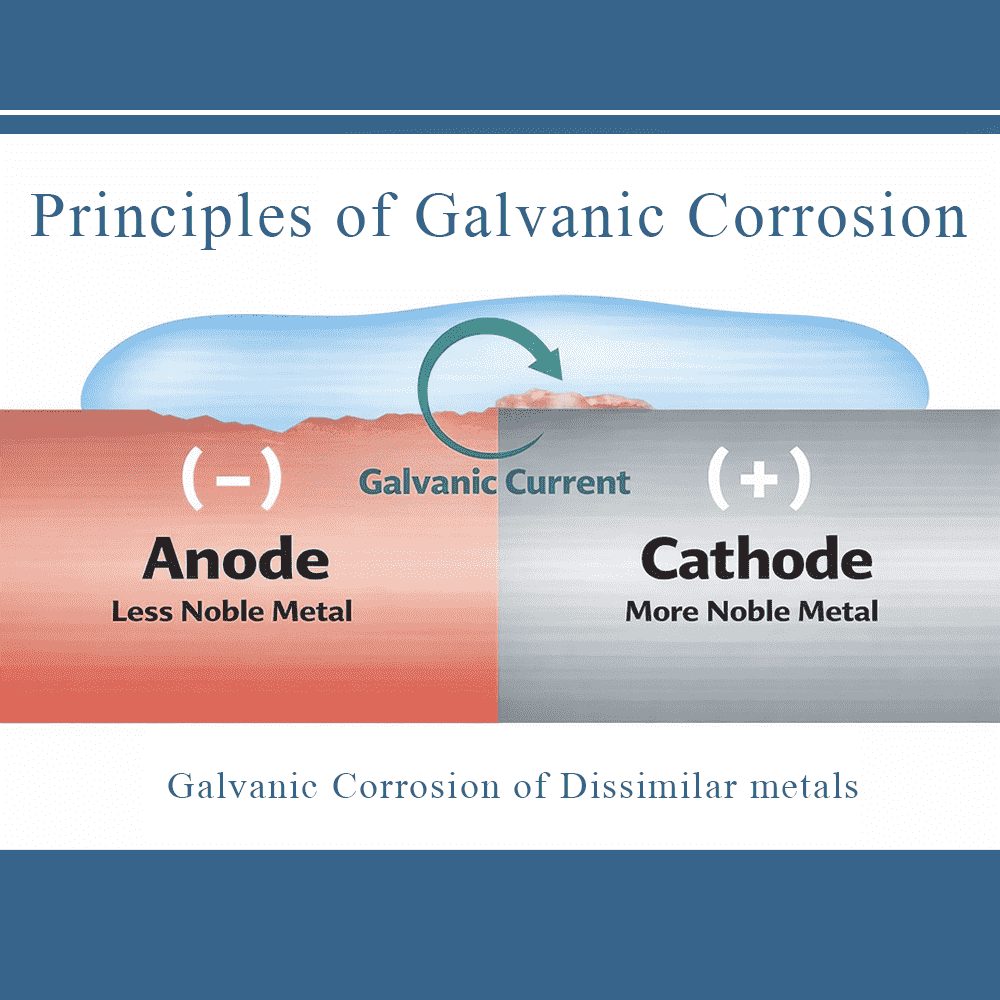
The galvanic series ranks metals by their electrochemical potential in seawater.
The further apart two metals sit on this scale, the more aggressive the galvanic attack on the anodic material.
The potential difference between active aluminum alloys and passive stainless steel, for example, can reach 0.5–0.8 V — more than enough to drive rapid corrosion.
Common high-risk pairings in marine bearing assemblies include:
316 stainless bearing races in aluminum housings — the aluminum housing becomes the anode and corrodes rapidly
Carbon steel shafts with stainless bearing races — carbon steel is anodic, seizes and corrodes faster than expected
Bronze bushings adjacent to stainless rolling elements — a moderate couple, but significant over long exposure
Zinc-plated fasteners contacting stainless bearing seats — zinc sacrifices itself quickly, causing fastener failure
Crevice corrosion does not require two different metals.
It requires geometry.
Tight gaps — the interface between a bearing outer ring and its housing, or around retaining rings and seals — trap stagnant seawater.
Dissolved oxygen inside the crevice is consumed and cannot be replenished from outside.
The result is a localized low-oxygen, high-chloride environment almost identical to the interior of a pit.
The passive film breaks down, and corrosion accelerates inside the gap.
ISO 15156 and NACE MR0175 both address crevice corrosion as a distinct failure mode in sour and marine service environments — it is not simply a subset of pitting.
These failure modes show up in well-documented applications, not just laboratory conditions.
Propeller shaft bearings are continuously submerged and carry significant dynamic loads from propeller thrust and vibration.
A failure analysis from a commercial fishing vessel operator found that 304 stainless cutlass bearing sleeves showed visible pitting after just one fishing season (approximately 1,200 operating hours) in Pacific seawater.
The shaft — carbon steel — showed accelerated corrosion at the contact zone consistent with galvanic coupling.
Switching to a glass-filled polymer bearing eliminated both failure modes.
Winch bearings on offshore vessels face salt spray, UV degradation of seals, and heavy intermittent shock loads.
This combination creates conditions for stress corrosion cracking (SCC) — a failure mode in which stainless steel becomes brittle under sustained tensile stress in a chloride environment.
SCC can cause sudden fracture with no visible prior plastic deformation, which is why it is particularly hazardous.
ASTM A276 Type 316 has moderate SCC resistance; duplex grades are significantly better.
In offshore oil and gas platform seawater lift pump systems, bearing replacement schedules are a major maintenance cost driver.
A North Sea operator reported that 316L stainless ball bearings in cooling water pumps required replacement every 18 months on average under normal seawater service conditions.
After switching to hybrid Si₃N₄ ceramic bearings with double-lip seals, average service interval extended to 52 months.
The capital cost difference was recovered within two replacement cycles.
In seawater cage systems and fish processing plants, bearings face near-continuous chloride exposure plus aggressive cleaning cycles using hypochlorite solutions.
Hypochlorite is even more aggressive than seawater alone toward passive films.
Polymer bearings (PEEK or glass-filled nylon) have largely replaced stainless in direct-contact applications for this reason.
Quick Reference
316L stainless (PREN ~26) works for splash zones and intermittent exposure — not full submersion
Duplex 2205 (PREN ~35) is the practical step up for demanding marine environments
Super Duplex 2507 (PREN ~43) or ceramic bearings are the right choice for continuous submersion
Always check PREN, not just grade designation — two steels called '316' can have different Mo content
Galvanic risk depends on the full assembly: housing, shaft, fasteners, and electrolyte path
Material selection for marine bearings is not a single decision.
It depends on submersion depth, operating temperature, flow velocity, adjacent materials, and acceptable maintenance interval.
These variables interact in ways that make blanket recommendations unreliable.
That said, a practical framework helps narrow the field:
For splash zones, deck hardware, and intermittent seawater contact, 316L stainless steel is the practical baseline.
Its molybdenum content (typically 2–2.5%) brings PREN to around 26, which is adequate for non-submerged service.
The lower carbon content compared to standard 316 also reduces the risk of chromium carbide precipitation in heat-affected zones — relevant if the bearing housing is welded or if operating temperatures fluctuate above 50°C.
However, 316L should not be treated as a universal marine-grade material.
At depths below 1 meter, in slow-moving or stagnant water, or at temperatures above 30°C, its passive film stability becomes marginal.
Those conditions require a higher PREN or a non-metallic solution.
Duplex 2205 (PREN ~35) offers significantly better chloride resistance than austenitic grades and has higher mechanical strength — which matters in load-bearing marine applications.
Super Duplex 2507 (PREN ~43) crosses the threshold recommended for continuous seawater immersion.
Both grades also resist stress corrosion cracking better than 316 series steels.
The trade-off is machinability and cost. Duplex grades are harder to machine to the surface finish tolerances required for precision bearings.
Commercially available bearing components in duplex grades are less common than 316, which may affect lead times and standardization.
Silicon nitride (Si₃N₄) ceramic has no passive film to attack and is electrically non-conductive — which eliminates both pitting and galvanic corrosion simultaneously.
In the North Sea pump study cited above, hybrid ceramic bearings (ceramic balls, 316L stainless races) extended service life by nearly 3x over all-stainless configurations.
Full ceramic bearings are the right choice where galvanic coupling risk is high, where the adjacent structure is a dissimilar metal, or where the application cannot tolerate inspection-interval-driven maintenance.
The cost premium over stainless is typically 3–5x for equivalent bearing sizes, but total cost of ownership favors ceramics in most continuous-submersion applications.
PEEK, Delrin, and glass-filled nylon bearings are completely immune to pitting and galvanic corrosion.
They are the right answer for low-load applications — fish farm cage hardware, small pump impeller shafts, fishing reels, light marine conveyor systems.
Load capacity is the limiting factor: most polymer bearings have dynamic load ratings 60–80% lower than comparable steel bearings.
Electroless nickel plating adds a barrier layer with PREN roughly equivalent to 316 stainless.
It is cost-effective for retrofitting existing designs, but quality control is critical.
Any pinhole, edge gap, or thin spot in the coating becomes a preferential pitting site where the underlying substrate is exposed to concentrated chloride attack — sometimes accelerating corrosion rather than preventing it.
* Estimated under normal seawater service conditions with correct installation and scheduled maintenance. Actual service life depends on temperature, flow conditions, load cycle, and seal integrity.
Even the highest-specification bearing will fail early if the installation and maintenance are wrong.
In marine environments, four practices account for the majority of preventable failures.
Plastic or rubber isolating washers, sleeves, and bushings interrupt the galvanic circuit.
Without a current path between the anode and cathode, galvanic corrosion cannot proceed — regardless of how far apart the two metals sit on the galvanic series.
This is the single highest-return intervention for assemblies that must use mixed materials.
Water-resistant marine grease (typically lithium complex or calcium sulfonate-based, with a water washout resistance rating per ASTM D1264) acts as both a lubricant and a chloride barrier.
In intermittently submerged applications, relubrication every 6 months is a common starting point.
Continuously submerged or high-flow applications may require quarterly service — the right interval depends on temperature and load, not just calendar time.
Open bearings allow seawater direct access to the rolling elements.
Single-contact seals provide moderate protection.
In splash or submerged applications, double-lip seals with a PTFE running surface offer the best combination of ingress resistance and low drag.
For the North Sea pump application cited above, seal selection was identified as the single largest contributor to extended service life — more impactful than bearing material alone.
Pitting and galvanic corrosion often accelerate nonlinearly once initiated.
A bearing with light surface pitting at 12 months may show deep raceway damage by 18 months.
Vibration monitoring (ISO 10816 or equivalent) can detect the early signature of surface roughness before spalling begins.
Thermal monitoring via contact or infrared measurement catches rising friction from debris contamination. Neither method requires bearing removal.
For accessible components — deck hardware, removable assemblies, equipment used intermittently in saltwater — rinsing with fresh water removes residual chlorides before they concentrate as the surface dries.
This simple practice can meaningfully extend passive film stability on 316L components between scheduled maintenance periods.
It depends on the specifics. 316 stainless (PREN ~26) performs reliably in splash zones and intermittent exposure.
For full submersion, the answer depends on water temperature, flow velocity, and crevice geometry.
In cold, fast-moving water with good oxygen availability, 316L may hold up reasonably well.
In warm, stagnant water — typical of bilge spaces, slow pump casings, or shallow tropical marine environments — the passive film is much less stable and pitting becomes likely.
When in doubt, move up to Duplex 2205 or ceramic.
Only in fully protected interior locations with no saltwater contact — for example, inside a sealed, dry electrical enclosure.
Anywhere near spray, condensation, or bilge exposure, 304 will begin pitting.
Its PREN of roughly 19 sits below the threshold where chloride-induced pitting becomes a consistent risk in seawater.
It is not considered marine grade for bearing applications.
PREN (Pitting Resistance Equivalent Number) is calculated from a steel's chromium, molybdenum, and nitrogen content.
It gives a single number that predicts pitting resistance better than the grade designation alone.
Two steels both labeled "316" can have different actual Mo content and therefore different PREN values.
When specifying bearings for saltwater service, ask for the heat-specific PREN, not just the nominal grade.
Significantly longer in most submerged applications.
Silicon nitride ceramic does not form a passive film, so there is nothing for chloride ions to attack.
It is also non-conductive, which prevents galvanic coupling with adjacent metals.
In documented offshore pump applications, ceramic or hybrid ceramic bearings have shown service lives 2.5–4x longer than equivalent 316L stainless bearings under the same conditions.
Corrosion-initiated failure typically shows surface pitting or discoloration on the raceway before spalling occurs.
Mechanical fatigue without corrosion usually presents as subsurface crack propagation leading to spalling — without visible pitting.
The critical diagnostic sign: if pits are present at the edge or center of spalled zones, corrosion was likely the initiating mechanism, not just a secondary effect.
A metallurgical cross-section of the spall zone can confirm the sequence.
Several standards are relevant depending on the application type.
NACE MR0175 / ISO 15156 covers corrosion resistant alloys in sour service (relevant to offshore oil and gas).
ASTM A276 and ASTM A484 govern stainless steel bar and shape specifications. ISO 281 covers bearing load rating calculations.
For naval and defense applications, MIL-B-17931 has historically specified marine bearing requirements.
None of these replace a proper corrosion assessment for a specific application — they set minimum baselines.
Stainless steel bearings fail in saltwater because chloride ions attack the passive film that gives them their corrosion resistance.
Pitting corrosion creates deep, localized damage that initiates fatigue cracking at loads well below rated capacity.
Galvanic corrosion attacks bearings or adjacent components when dissimilar metals are electrically connected through seawater.
PREN is the right metric for comparing stainless steel grades in marine service. Grades with PREN below 25 — including 304 and 440C — are not suitable for direct seawater exposure.
316L is a reasonable starting point for splash-zone and intermittent-contact applications.
For full submersion, Duplex 2205 (PREN ~35), Super Duplex 2507 (PREN ~43), or ceramic bearings offer far better long-term performance.
Beyond material selection, service life depends heavily on sealing quality, lubrication practice, electrical isolation between dissimilar metals, and inspection frequency.
The documented cases in offshore and marine applications consistently show that maintenance choices account for as much variation in bearing life as the material grade itself.
When selecting stainless steel bearings for harsh environments, many engineers assume that all "stainless" options offer the same protection. ...
The passivation of stainless steel bearings is a pivotal process that impacts the efficiency, safety, and sustainability of various industrial...

Corrosion-resistant bearings come in two broad approaches: use a material that resists corrosion intrinsically, or use a standard bearing with a...