

 Robert
Robert
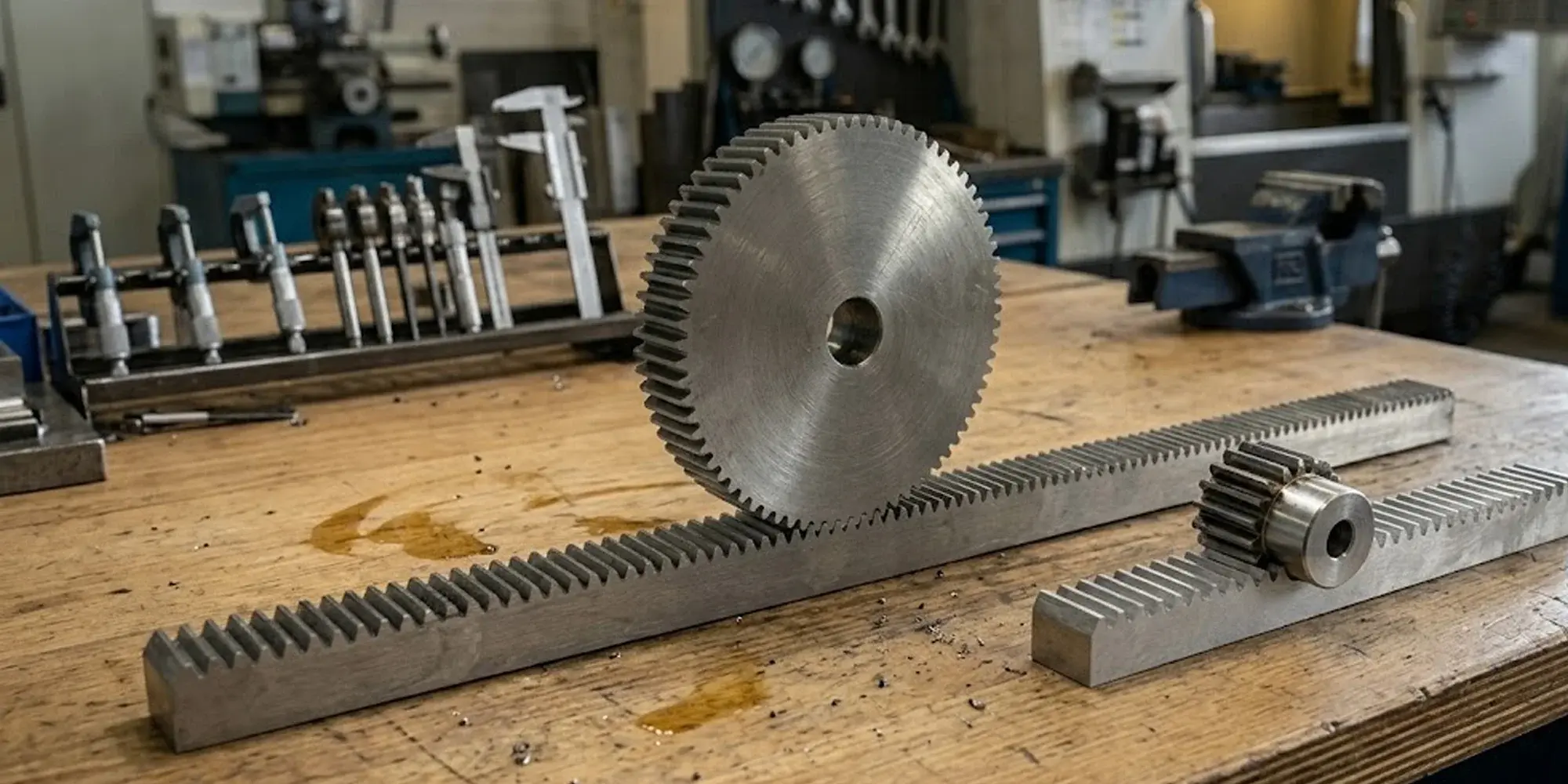
What Is a Gear Rack? A Complete Guide to Types, Materials & Selection
You’re designing a linear axis and the question comes down to drive selection: ball screw, belt, or gear rack? For most engineers, the tipping point...
Gears are among the oldest mechanical components still in everyday use.
The earliest examples are debated among historians — candidates include 4th-century BC China and ancient Greece, most notably the Antikythera mechanism (c. 100 BC), one of the earliest known gear-based devices.
Today the same fundamental idea powers car transmissions, wind turbines, surgical robots, and nuclear reactor coolant systems.

So how does a rough piece of steel become a gear precise enough to run quietly inside an automatic transmission for 200,000 miles?
The process involves more steps than most people expect — and each one matters.
A tooth profile that's off by even a few microns can mean noise, accelerated wear, or failure in the field.
Key Takeaways
Steel is the dominant material; alloy steel for high loads, phosphor bronze for worm wheels
Teeth are cut by hobbing (most common), shaping, broaching, or milling
Heat treatment hardens the surface; grinding restores precision afterward
Quality is graded by AGMA (US) or DIN (Germany) — always ask which grade you're getting
Material selection shapes everything downstream. A well-machined gear made from the wrong material will still fail early.
Four properties matter most in any gear material:
high tensile strength to resist static loads,
high endurance strength to survive millions of repeated load cycles,
a low coefficient of friction at the tooth contact surfaces,
good manufacturability — because even the strongest material is useless if it can't be machined to the tolerances a gear requires.
Steel dominates gear manufacturing. It offers more strength per dollar than almost anything else, and it responds well to heat treatment.
Carbon steel handles general industrial applications — affordable, easy to machine, widely available.
Corrosion is the weakness; without a surface coating, carbon steel gears rust in wet environments.
Alloy steels — chrome-molybdenum and chrome-vanadium being the most common — add toughness and fatigue resistance.
These are standard in automotive transmissions, aerospace gearboxes, and heavy industrial drives where loads are high and downtime is expensive.
Cast iron is durable, inexpensive, and damps vibration well — advantages that suit slow-speed industrial drives.
The two main types trade toughness for cost: gray cast iron is cheaper but brittle under shock; ductile (nodular) cast iron adds meaningful impact resistance, making it the standard for large industrial gears.

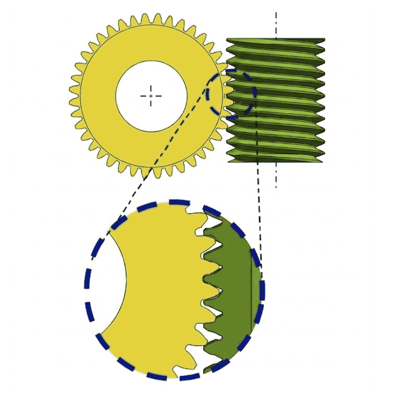
Phosphor bronze is almost universally used for worm wheels.
It has a naturally low coefficient of friction against steel — exactly what you need when a steel worm spins continuously against a wheel.
Aluminum bronze handles corrosive environments like marine or chemical processing applications.

Brass turns up in low-load spur gears and gear racks where easy machinability and moderate strength are enough.

Where weight matters more than load capacity — portable instruments, some aerospace components — aluminum alloys like 6061 or 7075 work well.
Good strength-to-weight ratio, naturally corrosion-resistant.
The thermal ceiling varies by alloy — typically in the range of 300–450°F (150–230°C) — above which aluminum loses mechanical properties quickly.
Higher-strength alloys like 7075 are more temperature-sensitive than general-purpose grades like 6061.
Metal powders are compacted in a die and sintered in a furnace until the particles bond into a solid part.
The result is a near-net-shape gear with almost zero material waste, typically in the 2–20 kg range.
The natural porosity of sintered metal allows oil impregnation, making the gear self-lubricating.
Popular in household appliances, automotive oil pumps, and seat adjusters — parts that need reliability more than extreme load capacity.
Nylon, acetal (Delrin), and polycarbonate need no lubrication, run quietly, and cost almost nothing to produce at volume — which is exactly why they dominate toys, clocks, and office equipment.
The trade-off is a hard ceiling on load and temperature.
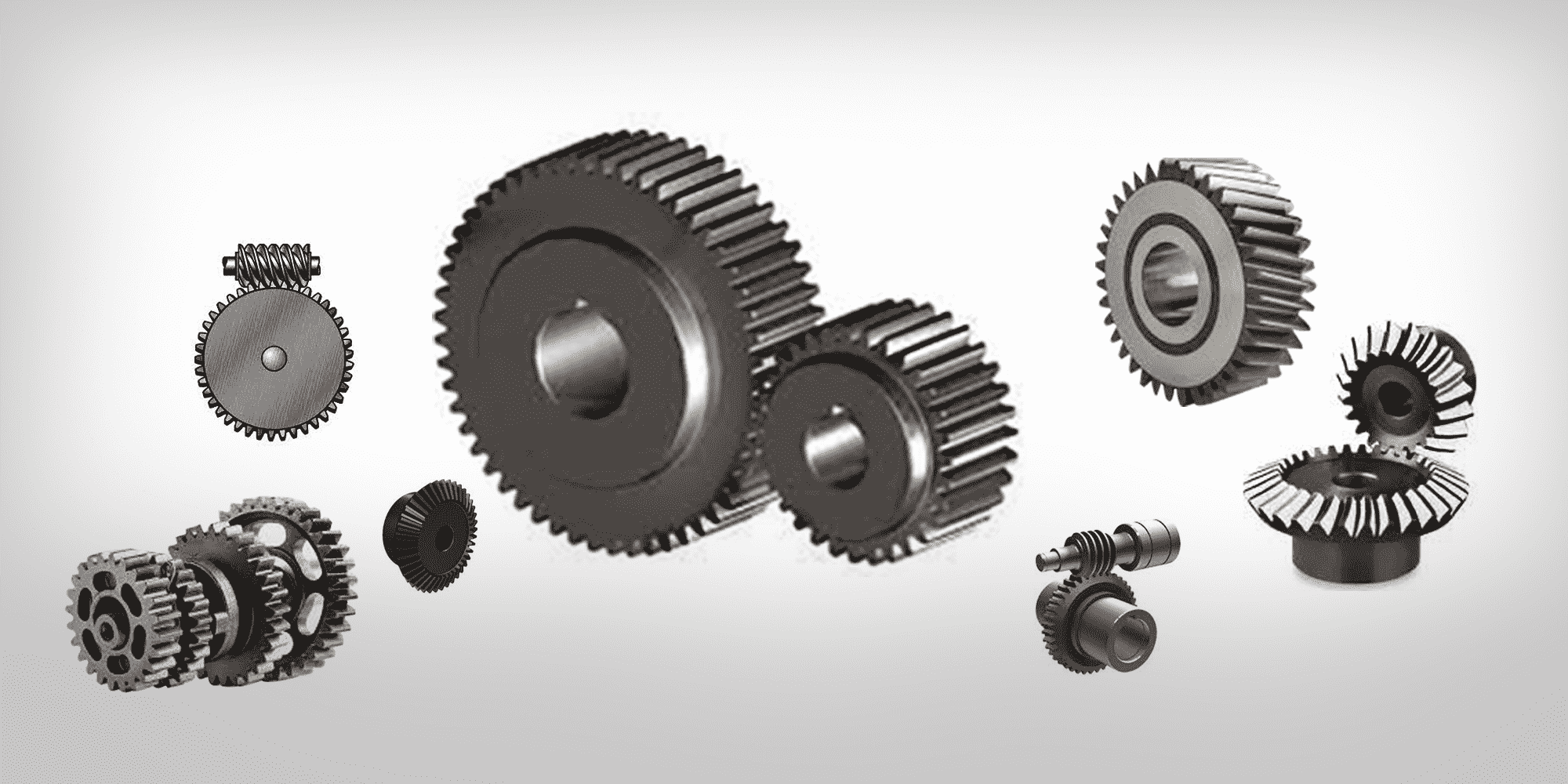
Gear type directly affects which manufacturing process makes sense.
Spur gears and helical gears are cut on standard hobbing machines.
Internal ring gears require shaping or broaching.
Bevel gears need specialized Gleason equipment.
Worm gears involve a matched pair of different materials and processes entirely.
If you're not sure which gear type fits your application, this guide to gear types covers the full range with application examples.
Most metal gears follow the same sequence: prepare a blank, cut the teeth, heat treat for hardness, then finish to final dimensions and surface quality.
Before a tooth is cut, the gear needs a blank — metal rough-shaped to approximate the final dimensions. How it's made affects the gear's strength directly.

Forging is preferred for high-strength gears.
Steel billets are heated to 2,100–2,300°F (1,150–1,260°C) and compressed in dies under high pressure.
This aligns the grain structure of the metal along the tooth profile, improving fatigue resistance and impact strength compared to cast or bar-stock blanks.
Precision forging can produce near-net shapes that reduce material waste by up to 30%.
Automotive, aerospace, railroad, and heavy equipment gears are almost always forged.
Casting is the practical choice for very large or geometrically complex gears.
Molten metal fills a mold — sand casting, die casting, or shell casting depending on volume and accuracy requirements.
Cast gears need subsequent machining to reach final dimensions and surface finish.
Other methods include:
extrusion and cold drawing (for small spur and helical gears in high volume — watches, cameras, small motors)
powder metallurgy (near-net-shape from metal powder, minimal machining needed)
stamping (fast and cheap for thin, flat gears in toys, clocks, and small appliances, limited to around 3mm); fine blanking achieves better accuracy and can handle material up to 13mm thick
This is where the gear becomes a gear.
The core challenge is producing an accurate involute tooth profile — the specific mathematical curve that allows two gear teeth to roll against each other with smooth, consistent velocity and minimal friction.
Get the involute wrong and the gear will run roughly, wear unevenly, and generate noise regardless of how good the material is.
There are two fundamental approaches: generating and form cutting.
In generating processes, the correct involute profile emerges from the synchronized motion of the cutter and the rotating workpiece — it's generated mathematically, not copied from a shaped tool.
This produces more accurate, more consistent results, which is why generating methods dominate production gear manufacturing.
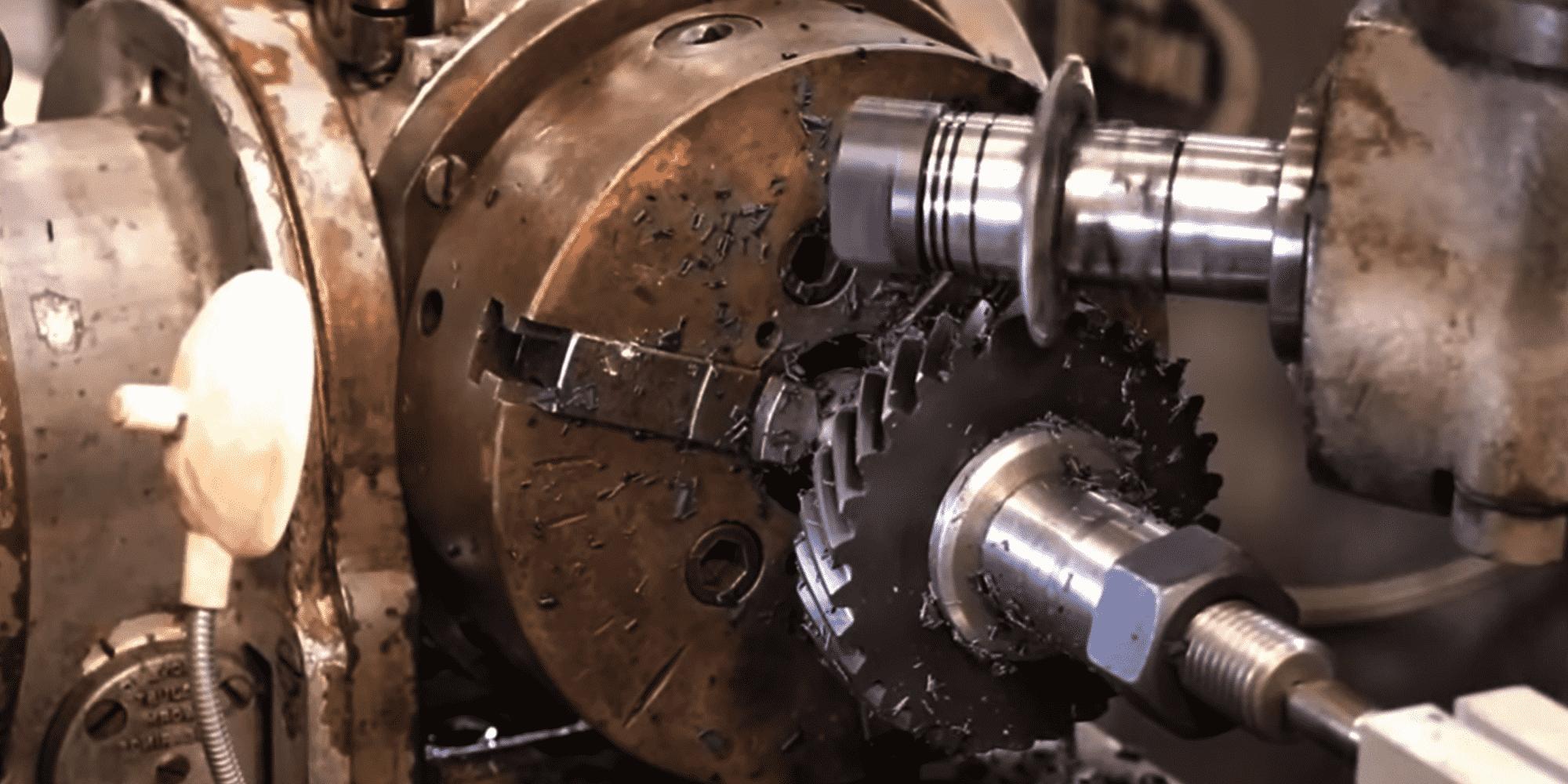
Gear hobbing is the most widely used process in the industry.
A hob — a helical, multi-fluted cutting tool — rotates continuously while being fed along the gear blank, which also rotates in synchronized motion.
The hob's cutting edges progressively generate the full involute tooth profile as both parts turn together.
Fast, accurate, and versatile across spur gears, helical gears, and worm gears. Multiple blanks can be stacked to increase throughput.
One firm limitation: hobbing only produces external gear teeth.

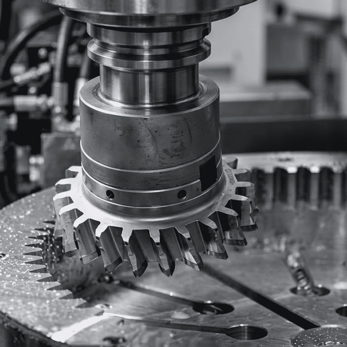
Gear shaping uses a reciprocating cutter that moves up and down while rotating slowly against the workpiece.
Slower than hobbing, but it handles geometries hobbing can't — internal ring gears, gears located close to a shoulder or flange that would block a hob.
Internal gears for planetary gearsets in automatic transmissions are typically shaped or broached.
 Power skiving is a newer continuous process gaining ground fast.
Power skiving is a newer continuous process gaining ground fast.
The tool and workpiece rotate on crossed axes simultaneously, generating the tooth profile in a continuous cutting motion 2–5 times faster than shaping.
It handles both internal and external gears and can run dry without cutting oil.
As machine rigidity and CNC synchronization have improved, power skiving has moved from niche to mainstream — increasingly positioned to complement or partially replace shaping and broaching in many high-volume applications, though adoption remains constrained by machine rigidity requirements and equipment cost.
In form cutting, the cutter is shaped to match the exact tooth space profile.
More accessible since it doesn't require dedicated gear cutting machines, but generally less accurate than generating methods.
Milling removes one tooth space at a time with a form cutter; the blank is indexed between cuts.
Modern CNC five-axis milling centers have improved accuracy considerably.
InvoMilling (developed by Sandvik Coromant) extends this further — a single tool set can machine many different gear profiles just by changing the CNC program, without changing the tool.
For low-volume custom gears, this removes the need for dedicated hobbing equipment entirely.

Broaching is the fastest tooth cutting method available.
A broach — a long tool with progressively deeper cutting teeth — passes through the workpiece in a single stroke, completing the full tooth profile in one pass.
Per-piece cycle times are extremely short, but broaches are expensive and each one is specific to a single gear geometry.
Only makes sense for very high volumes of a fixed design. Used primarily for internal gear teeth.
Spiral bevel gears require dedicated equipment — Gleason face milling cuts one tooth gap at a time with a circular cutter; face hobbing generates all gaps simultaneously in a continuous motion.
Both produce high-quality spiral bevel teeth.
Straight bevel gears are simpler and can be cut on a standard gear shaper.

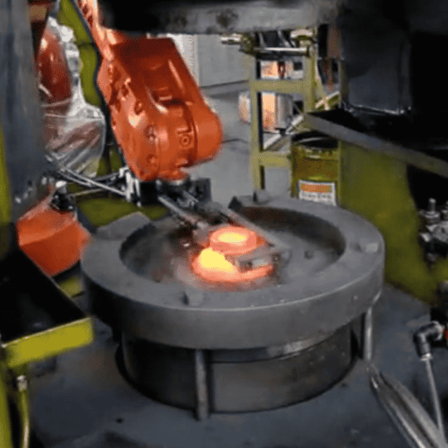
A freshly machined steel gear is relatively soft — fine for cutting, not hard enough for the contact stresses it will face in service. Heat treatment addresses that.
Case hardening (carburizing) is standard for power transmission gears.
The gear goes into a carbon-rich atmosphere at 850–950°C.
Carbon diffuses into the surface layer, building a hard outer case while the core stays tough and ductile.
The gear is then quenched to lock in the structure.
The result: a surface that resists contact fatigue and wear, backed by a core that absorbs shock without brittle fracture.
Nitriding diffuses nitrogen into the surface at lower temperatures (480–580°C), producing a very hard layer with minimal dimensional distortion.
The right choice when tight tolerances after hardening are critical and grinding needs to be minimized.
Induction hardening heats just the tooth surface via electromagnetic induction, then quenches immediately.
Fast, localized, energy-efficient. Used on medium and large gears where only the tooth flanks need hardening.
Through hardening hardens the entire cross-section.
More brittle than case-hardened parts, but appropriate when uniform hardness throughout is what the application needs.
Heat treatment causes distortion. Even small amounts of warping can push a precision gear outside its tolerance band. Finishing brings it back.
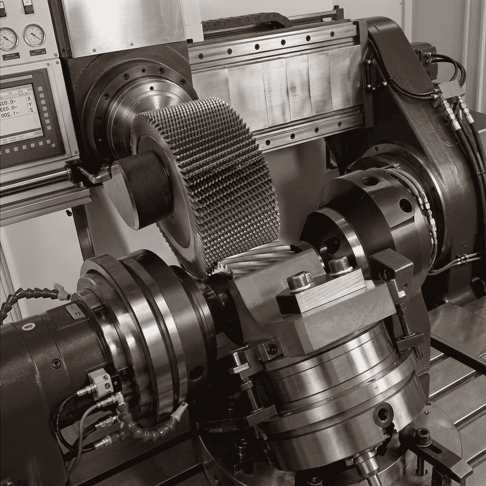
Gear grinding is the primary method for precision recovery after hardening.
Abrasive wheels remove small amounts of material from the hardened tooth flanks, restoring the involute profile and dimensional accuracy.
Generation grinding — the abrasive equivalent of hobbing — uses a threaded grinding wheel in synchronized rotation with the workpiece.
Modern CNC gear grinders can achieve AGMA Quality 12 and above (DIN class 3–4), which is the precision range required for aircraft engines, turbines, and high-performance automotive transmissions.

Gear grinding - Surface Grinding
 Profile Gear Grinding
Profile Gear Grinding
Generating Gear Grinding
Gear shaving is done before heat treatment.
A cutter with serrated flanks scrapes micro-thin chips from the tooth surfaces, improving profile accuracy and surface finish.
Since hardening distortion undoes some of this, precision gears follow the sequence: hob → shave → harden → grind.
Honing and lapping come after grinding for applications where surface finish must be exceptional — typically quiet-running automotive transmission gears (honing) or matched bevel gear pairs (lapping).

Shot peening blasts small metallic or ceramic beads at the tooth surfaces, inducing compressive stress that significantly improves fatigue life.
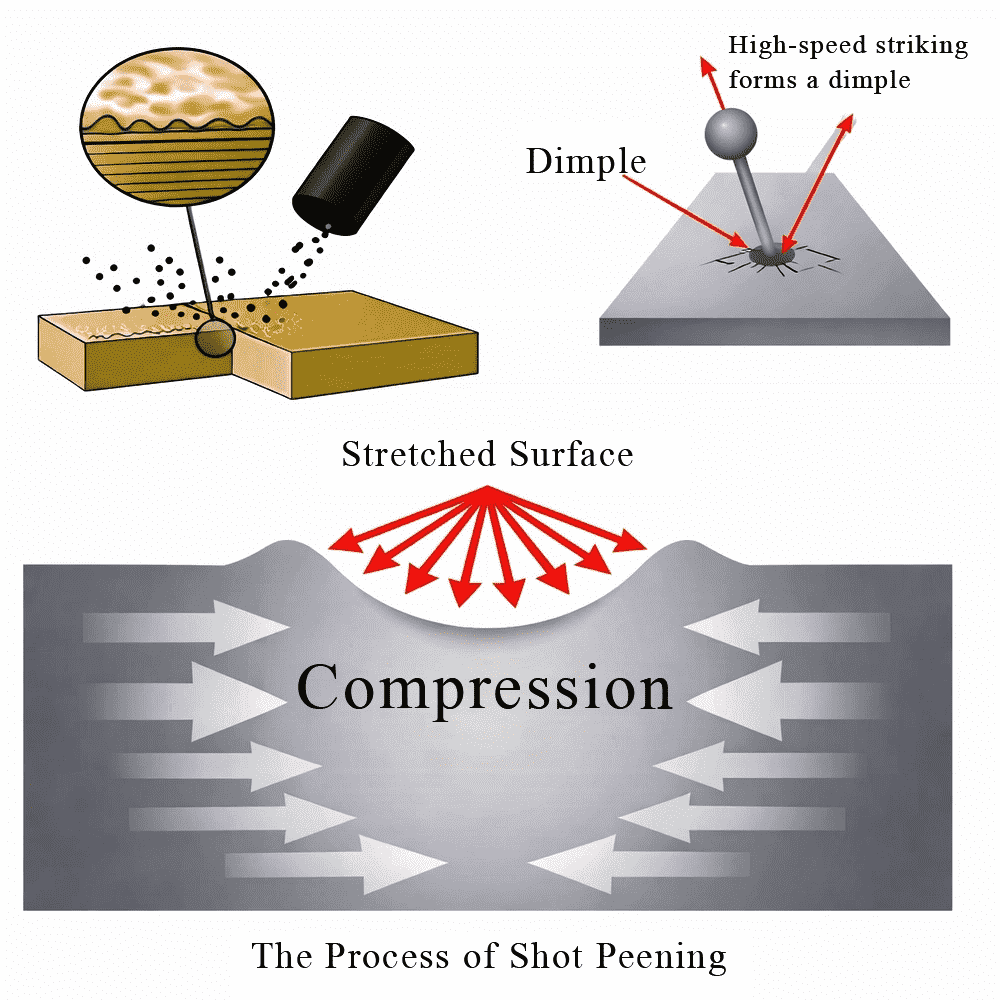
Standard on highly loaded automotive and aerospace gears.
AGMA (American Gear Manufacturers Association) and DIN (Deutsches Institut für Normung) are the two most widely used standards.
AGMA grades higher numbers as more precise; DIN works the opposite way.
Both measure the same parameters: tooth profile deviation from the ideal involute, lead consistency along the face width, pitch uniformity between teeth, and runout relative to the bore.
Any credible gear manufacturer will tell you upfront which quality grade they're producing to.
The best manufacturing route depends on a handful of practical factors.
Broaching has the lowest per-piece cost at high volume but the highest tooling investment.
CNC milling has low tooling cost but higher per-piece cost.
The right answer depends on quantity, geometry, and how much precision the application actually needs — not the maximum precision available.
Gear hobbing is the most widely used process in production gear manufacturing.
A helical cutting tool called a hob rotates in synchronized motion with the gear blank, progressively generating the involute tooth profile across the full face width.
Most high-volume gear production — automotive, industrial, power transmission — runs on CNC hobbing machines.
Hobbing is faster and handles most external gears — it's the default for high-volume production. Shaping is slower but can cut internal gears and gears sitting close to a flange or shoulder that a hob can't reach. If your gear is external and volume is high, hobbing. If it's internal or the geometry is awkward, shaping.
It depends on the application.
Alloy steel (chrome-molybdenum or chrome-vanadium) is the standard choice for high-load, high-cycle applications like automotive transmissions and industrial gearboxes — it combines strength, fatigue resistance, and good response to heat treatment.
Phosphor bronze is preferred for worm wheels because of its low friction against steel.
Plastic gears (nylon, acetal) work well in low-load applications where quiet operation and no lubrication are priorities.
No. Plastic and brass gears typically don't. For steel gears, it depends on the load — light-duty gears sometimes run soft. But any gear handling real power transmission loads will need case hardening or nitriding. Skipping heat treatment on a loaded steel gear is a common reason for early failure.
Most gear failures come down to a few root causes.
Tooth breakage usually means the material or case depth from heat treatment was insufficient for the actual load.
Surface pitting on the tooth flanks points to contact stress exceeding what the hardened surface can handle over time — often a sign the gear was underspecified or the heat treatment was inconsistent.
Noise and vibration typically indicate tooth profile errors, meaning the involute geometry wasn't held to tolerance during machining or was distorted by heat treatment without subsequent grinding to correct it.
Poor lubrication and misalignment in the housing account for many of the remaining cases.
They measure the same things — profile accuracy, pitch consistency, runout — but the numbering runs in opposite directions. AGMA 12 is high precision; DIN 12 is low precision. When comparing suppliers, always check which standard they're quoting and in which direction.
Strip away the CNC machines and precision measuring equipment, and the core challenge of gear manufacturing is unchanged from centuries ago: produce a tooth profile accurate enough that two gears rolling against each other transmit smooth, consistent motion without fighting each other.
The involute profile solved that problem mathematically a long time ago.
Modern manufacturing has just gotten very good at producing it precisely, at scale, in hardened steel.
You’re designing a linear axis and the question comes down to drive selection: ball screw, belt, or gear rack? For most engineers, the tipping point...
The world's leading gear manufacturers and power transmission manufacturers are the cornerstone of industrial growth, enabling everything from...

In engineering, gear and slewing ring hardening solutions are paramount. These crucial components, central to many mechanical systems, demand...